
Språk
Produktsökning
Språk
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Företagsnyheter
DMAIC - Underlättande av kontinuerlig kvalitetsförbättring av bearbetade delar
2025-09-19I enlighet med företagets kvalitetspolicy och ledningsfilosofi "tillfredsställa sig själv, tillfredsställa kunder, vara ärlig och pålitlig och sträva efter excellens", förser vi kontinuerligt kunderna med produkter med högre kostnadseffektivitet och mer stabil kvalitet. Nyligen, i bearbetningsverkstaden, har det funnits ett fenomen där nyckeldimensionerna eller geometriska toleranserna för vissa nyckelprocesser är instabila efter bearbetning och inte uppfyller 6 - Sigma-kontrollkraven. Bolagets ledning lägger stor vikt vid detta och har främjat verkstaden att inrätta en arbetsgrupp för kvalitetsförbättring av verkstäder. Denna arbetsgrupp består av ledare från relevanta avdelningar, relevanta ingenjörer, teamledare och produktionsanställda i frontlinjen. Genom att använda DMAIC-metoden 6 - Sigma förbättring har en omfattande kvalitetsförbättringskampanj lanserats. Genom en rad förbättringsaktiviteter såsom bakgrundsutredning, datainsamling, problemsammanfattning, orsaksanalys samt formulering av kortsiktiga och långsiktiga förbättringsåtgärder har kvalitetsförbättringsarbetet genomförts fullt ut. Denna förbättringsaktivitet har avsevärt förbättrat gräsrotschefers och anställdas praktiska förmåga att förstå, tillämpa och marknadsföra 6 - Sigma förbättringsverktygen på ett parallellt sätt. Det hjälper till att minska variationen och fluktuationerna i kvalitetsegenskaperna hos bearbetade delar, och förbättrar därigenom den övergripande tillverkningskvaliteten för motorer och hjälper till att förse kunderna med produkter av bättre kvalitet.
DMAIC-förbättringsprocessen inkluderar fem faser: Definiera, Mät, Analysera, Förbättra och Kontroll. Dessa fem faser utgör en helprocess kvalitetsförbättringsmetod och varje fas består av flera arbetssteg. Följande är en kort beskrivning av förbättringen av problemet att koaxialiteten hos de främre och bakre lagerkammaren och utloppet av monteringsändytan är instabila efter monteringen av den dubbelstödda maskinbasen och lagerkammaren:
01 Definiera
De berörda medlemmarna i teamet höll ett särskilt kvalitetsförbättringsmöte och använde brainstorming för att definiera teamets förbättringsmål:
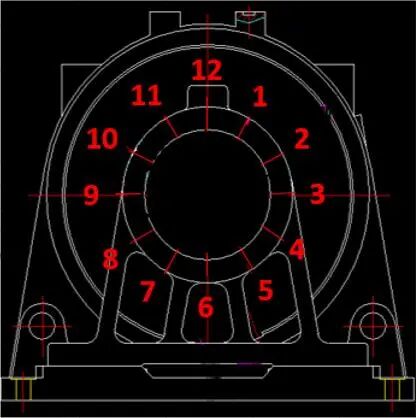
• a) Problem: Koaxialiteten hos det finbearbetade inre hålet i lagersätet på den dubbelstödda maskinbasenheten är instabil. Efter montering kommer det att göra att utloppet av lagerkammaren för hela maskinbasen överskrider toleransen, vilket inte uppfyller ritningskraven.
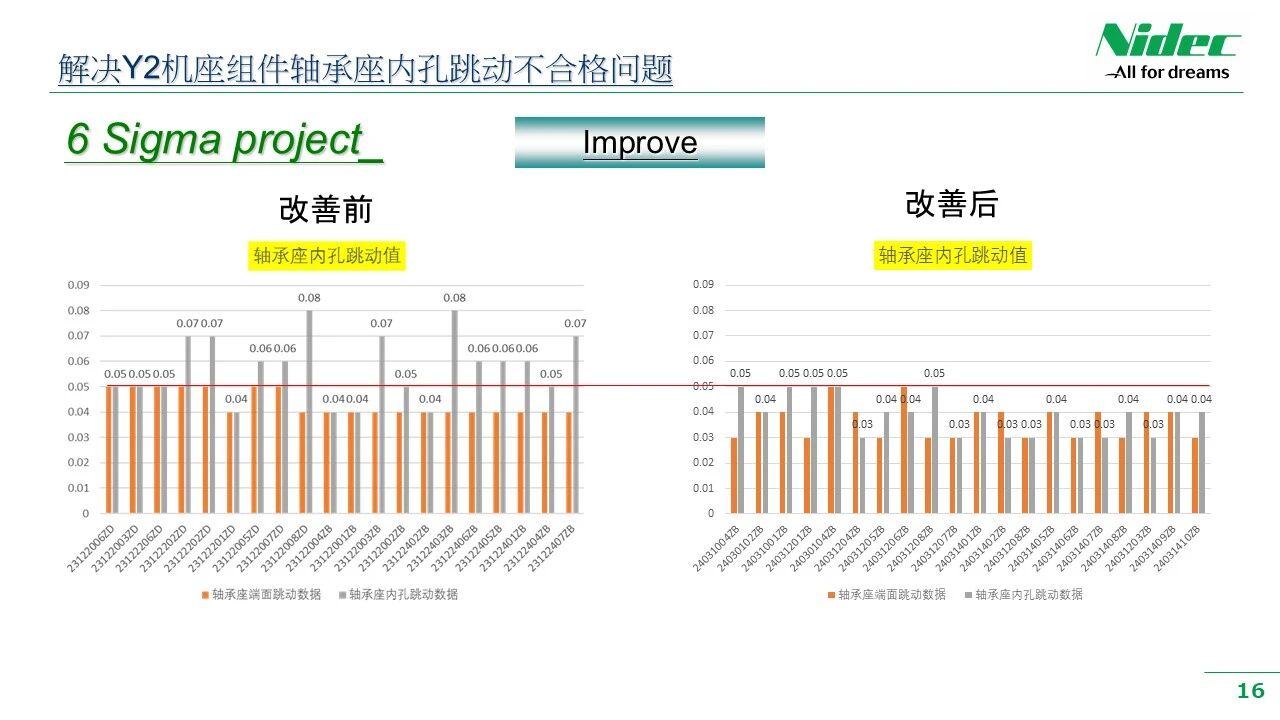
• b) Förbättringsmål: Defektfrekvensen är mindre än 200 PPM, och lagerkammarens utlopp är mindre än 0,05 mm.

02 Mät
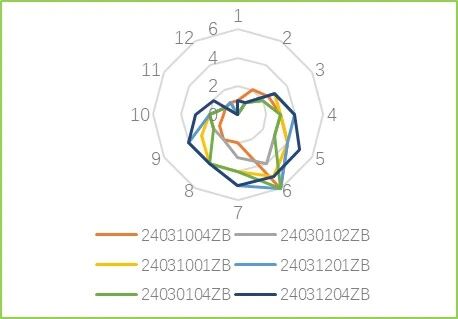
Förbättringsteamet utformade en kvalitetstabell - påverkande parametrar relaterade till bearbetningsprocessen. Enligt denna tabell samlade operatörerna av motsvarande processer in data, inklusive process- och processnedbrytning, skärparameterinställningar, nyckelparameterinställningar för verktyg och fixturer, positionerings- och klämkraftsinställningar och andra relaterade parametrar. Efter att datainsamlingen är klar används ett radardiagram för att göra en objektiv utvärdering av det aktuella mätsystemets effektivitet.
• a. Definiera utvärderingsparametrar
Använd orsak - och verkan fiskbensdiagrammet för brainstorming, lista den möjliga orsaken - påverkande faktorer i 5M2E (Människa, Maskin, Material, Metod, Mätning, Miljö, Energi) och samla in källdata i form av en lista. Till exempel korrelationen mellan klämkraft och deformation, korrelationen mellan verktygsmaskinens hastighet och skärparametrarnas inställningar och noggrannhetsparametrarna för verktygsmaskinen.
• b. Samla data
Efter att ha bekräftat nyckelkvalitetsegenskaperna och viktiga processutgångsvariabler, ta reda på de viktigaste processinmatningsvariablerna. Processingenjören vägleder de anställda att samla in data.
• c. Utvärdera uppmätta data
Baserat på källdata som samlats in från de viktigaste processvariablerna, beräkna statistiska data såsom medelvärde, varians och standardavvikelse. Rita ett Pareto-diagram, X/R-kontrolldiagram eller radardiagram för vidare analys. Till exempel, genom dataradardiagrammet, kan vi se att utloppet av det inre hålet i lagersätet på maskinbasenheten orsakas av deformationen av det inre hålet i lagersätet. Utifrån denna slutsats kan vi analysera orsakerna på ett riktat sätt.
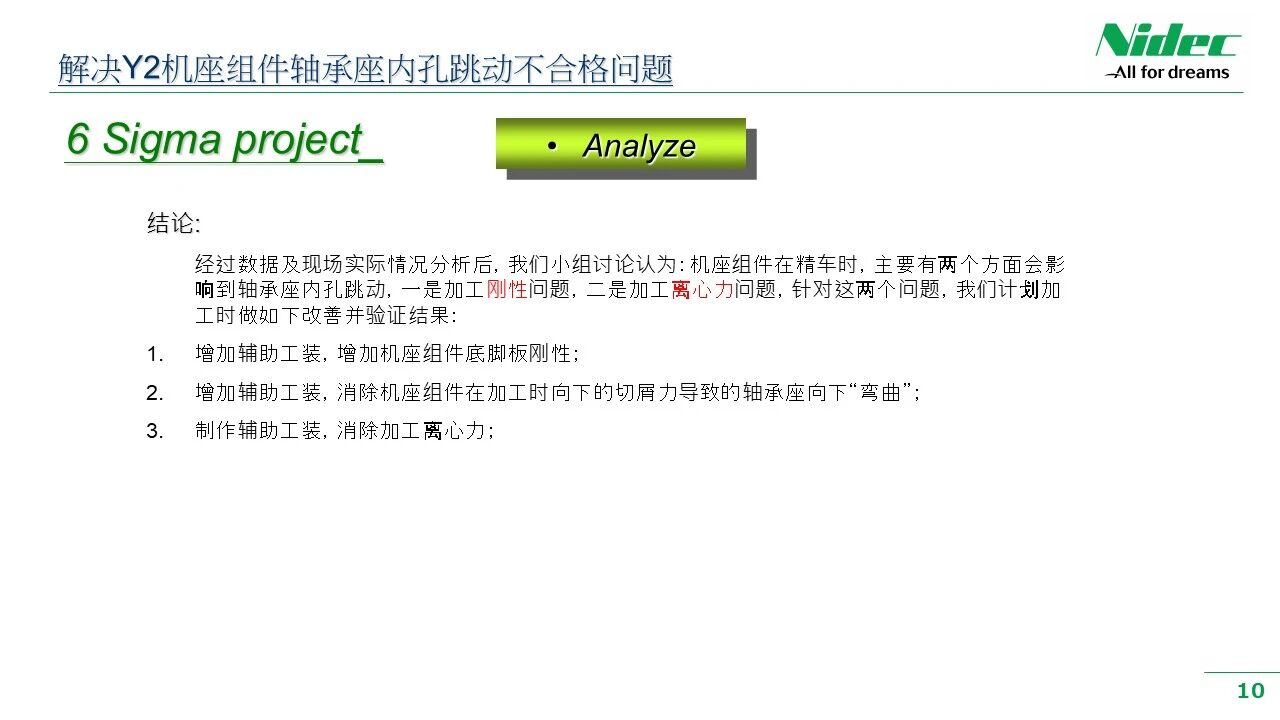
03 Analysera
Teamet använder analysverktyg som PFMEA (Process Failure Mode and Effects Analysis) och fiskbensdiagram för att genomföra en djupgående orsaksanalys på insamlad data och hitta grundorsaken. Detta inkluderar att identifiera distributionen av data, förändringstrender, identifiera extremvärden, analysera sambandet mellan processvariabler och fastställa grundorsakerna till potentiella problem. Genom att etablera sambandet mellan problem och orsaker kan teamet bilda sig en djup förståelse för problemets natur och lägga en grund för att formulera effektiva lösningar. Till exempel, genom analysen av radardiagrammet för utloppsdata för det inre hålet i lagersätet, kan vi dra slutsatsen att orsakerna till detta problem inkluderar påverkan av bearbetningsstyvhet och bearbetningscentrifugalkraft på utloppet. Enligt DOE-principen (Design of Experiments) utformas en förbättringsplan för att verifiera om orsakshypotesen är giltig, och sedan hittas grundorsaken.
04 Förbättra
Baserat på resultaten av analys och verifiering föreslår och implementerar teamet riktade lösningar. Det kan handla om processoptimering, teknikuppgradering, driftförbättring och andra aspekter. Det är viktigt att teamet måste verifiera effektiviteten hos lösningarna för att säkerställa att de kan ge förväntade resultat i faktisk drift. När verifieringen är framgångsrik kommer teamet att uppdatera processbeskrivningen och driftmetoderna för att säkerställa att de nya lösningarna kan standardiseras och förbättringsresultaten kan främjas under hela bearbetningsprocessen. Till exempel, när vi löste utloppsproblemet för Y2-seriens maskinbasenhet, föreslog vårt team riktade lösningar baserade på resultaten som analyserades i analysfasen. Dessa lösningar inkluderar att lägga till stödpunkter vid det upphängda läget av lagersätet, lägga till stålplåtar vid fötterna på maskinbasen för att öka styvheten och lägga till motvikter mittemot maskinbasens fötter. Sedan utfördes provbehandlingsverifieringar en efter en för att bekräfta att bearbetningsverifieringsdatan uppfyllde teamets förväntade mål, och till slut hittades en effektiv lösning.

05 Kontroll
Kontrollfasen är den sista länken i DMAIC-metoden och är också nyckeln till att säkerställa hållbarheten i förbättringsresultaten. I denna fas kommer teamet att formulera och implementera en kontrollplan, inklusive processövervakning, onormal hantering och ständiga förbättringar. Genom att regelbundet övervaka processprestandan och justera kontrollstrategin kan teamet säkerställa att processen alltid är i ett kontrollerat tillstånd och förhindra att problemet återkommer.
Genom den specifika tillämpningen av förbättringsverktyget Six Sigma DMAIC i flera förbättringsteam i bearbetningsverkstaden har medvetenheten och den praktiska förmågan hos alla anställda att kontinuerligt använda detta verktyg för att förbättra processkvaliteten förbättrats. Det har stimulerat innovations- och förbättringsvitaliteten hos alla anställda i verkstaden, främjat den omfattande och djupgående tillämpningen av DMAIC-metoden i framtida förbättringsprojekt, kraftigt förbättrat förmågan för alla anställda i bearbetningsverkstaden att analysera och lösa onormala kvalitetsproblem, och gjort det möjligt för anställda att hitta det roliga med att lära sig, öva och njuta av förbättringsresultaten i förbättringsprocessen.
Nyheter Rekommendationer

Möte "Ni" | Nideco Elevator Components gör debut på 2026 China International Elevator Exhibition
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. öppnar på ett storslaget sätt, vilket ger en global intelligent tillverkningsuppgradering för kärnhisskomponenter
2026-06-20
Nya möjligheter på sidenvägen: Utforska Kazakstans hissmarknad
2026-06-20
Nidec Ultra-Thin Machine Retrofit Solution
2026-03-21
Den modulära enkla tandlindningen för stator, sätter en ny standard för högeffektiv produktion
2026-03-02